KT工具特色介紹班
KT工具操作及應用班
工具品質實務及鑑定班
工具扭力介紹班
L型扭力扳手校正步驟
人氣 : 16125| 步驟一、成品。 |  |
| 步驟二、拆下尾塞(End Cap)。 |  |
| 步驟三、拆下防鬆脫螺帽 (Flange Nut)。 |  |
| 步驟四、取下鎖緊墊圈(Locking Washer)。 |  |
| 步驟五、用套筒扳手調整螺栓。 |  |
| 步驟六、放入校正機台上校正。 |  |
| 步驟七、用套筒扳手調整套入螺栓來校正扭力。 *順時鐘為提高力;逆時鐘為降低力。 |
 |
| 步驟八、校正後再依反方向將各零件裝入組裝並且鎖緊。 | |
執行步驟九的注意事項
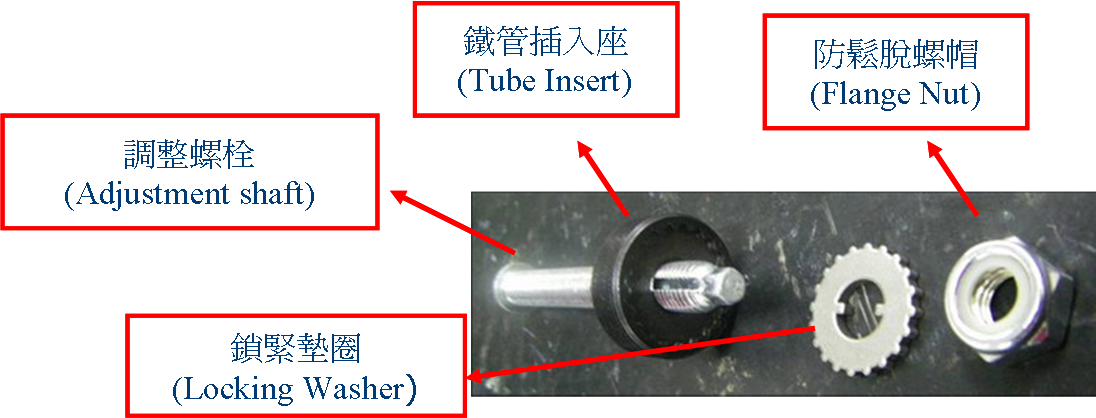
調整好扭力設定後,務必將工具尾部(塑膠握把這端)朝上置放,再將[鎖緊墊圈]從上方置入[鐵管插入座],並確定[鎖緊墊圈]的外齒花與[鐵管插入座]內齒花有確實貼合後,再將[防鬆脫螺帽]鎖上
Noted:若未將[鎖緊墊圈]的外齒花與[鐵管插入座]內齒花確實貼合,就把[防鬆脫螺帽]鎖上,會再次造成扭力設定產生誤差。若置放[鎖緊墊圈]時發現無法與[鐵管插入座]確實貼合時,僅需小幅度來回旋轉塑膠握把,[鎖緊墊圈]即可落入[鐵管插入座]
- 調整完之後先做最低點[set point]校正4次取後3次數值為準,如果校正完之後數值有在4%內的話就先放入鎖緊墊圈,再鎖上防鬆脫螺帽。
- 再調整工具扭力刻度至中間點[set point]校正4次取後3次數值為準,若數值超出4%外時,則需返回最低點[1.]再重作扭力校正微調。
- 若數值有在4%內時,則繼續再調整工具扭力刻度至最高點[set point]校正4次取後3次數值為準,若數值超出4%外時,則需返回最低點(1.)再重作扭力校正微調,之後再繼續進行[2.][3.]。v
- 最後,最低點、中間點、最高點數值皆有在4%內的話,則調校完成,請將工具刻度歸零即可。
.png)
扭力扳手組裝程序
| 步驟一、先將握把鐵管上的3個孔塗潤滑油之後把3粒鋼珠(1粒3.5mm及2粒2.7mm),2.7mm鋼珠裝置時請注意,因其很容易落掉,待三粒鋼珠固定好時,再將定位環彈簧套進去,請注意鋼珠是否有掉落。 |   |
| 步驟二、然後放入固定環將其向下壓注意不要彈上來,然後把握把鐵管裡面的油用手指抹平(如圖二至圖三)。 |    |
| 步驟三、然後接著步驟二的動作,固定環持續向下壓住然後再將握把鐵管裝上有槽鐵管轉進去,轉到對到刻度之後放開固定環即可。 |   |
| PS: 握把鐵管無法與鐵管刻度歸零對齊時,需將握把鐵管拆下,再將鐵管插入座180度調整後再裝上握把。 |  |
-KING TONY-34462-GG")
-KING TONY-34462-CG")
-KING TONY-34462-DG")
-KING TONY-34462-EG")
-KING TONY-34462-FG")